 英语
英语 中文简体
中文简体 西班牙语
西班牙语 越南语
越南语
В процессе лазерной резки давление воздуха вспомогательного газа оказывает большое влияние на результат резки. Вспомогательный газ должен иметь достаточное давление для полного удаления отходов резки. Как правило, при резке более толстой заготовки давление воздуха следует немного уменьшить, а остатки, прилипшие к заготовке, повредят режущую кромку.
Увеличение давления газа может увеличить скорость резки, но после достижения максимального значения дальнейшее увеличение давления газа приведет к падению скорости резки. При высоком давлении вспомогательного газа причина снижения скорости резки станка для лазерной резки может быть связана не только с усилением охлаждающего действия высокой скорости воздушного потока на рабочую область, но и с охлаждающим эффектом прерывистая ударная волна в воздушном потоке с эффектом охлаждения области лазерного воздействия. вмешательство. Наличие неравномерности давления и температуры в воздушном потоке может вызвать изменение плотности поля воздушного потока. Такой градиент плотности приводит к изменению показателя преломления в пределах поля, что препятствует фокусировке энергии луча, что приводит к перефокусировке или расхождению луча. Это возмущение может повлиять на эффективность плавления и иногда может изменить структуру мод, что приведет к снижению качества резки, если пучок слишком сильно расходится. Если пятно слишком большое, это может даже привести к серьезным последствиям из-за невозможности эффективно резать.
Когда мы используем волоконный лазер режущая машина чтобы разрезать, если мы хотим разрезать продукт максимально точно, то мы должны сначала понять, какие аспекты будут влиять на точность резки.
Луч, испускаемый лазером, сужается, поэтому вырезанные щели также сужаются. В этом случае нержавеющая сталь толщиной 0,4 мм будет намного меньше, чем щель толщиной 3 мм. Таким образом, форма лазерного луча зависит от основного фактора, влияющего на точность резки металла станком для лазерной резки. При таких условиях конического лазерного луча чем толще заготовка, тем ниже точность и, следовательно, больше размер пропила.
Точность верстака, если точность верстака неравномерна или по другим причинам приведет к эффекту высокоточной лазерной резки.
Когда конические лазерные лучи собираются вместе, они становятся все меньше и меньше, поэтому точность лазерной резки становится все выше и выше, особенно ширина щели становится все меньше и меньше. В это время самое маленькое световое пятно может достигать 0,01 мм. Это также один из факторов, влияющих на точность резки станка для лазерной резки.
При этом точность резки разных материалов также немного отличается. Даже если это один и тот же материал, если состав материала разный, точность резки будет разной. Следовательно, материал заготовки также оказывает определенное влияние на точность лазерной резки.
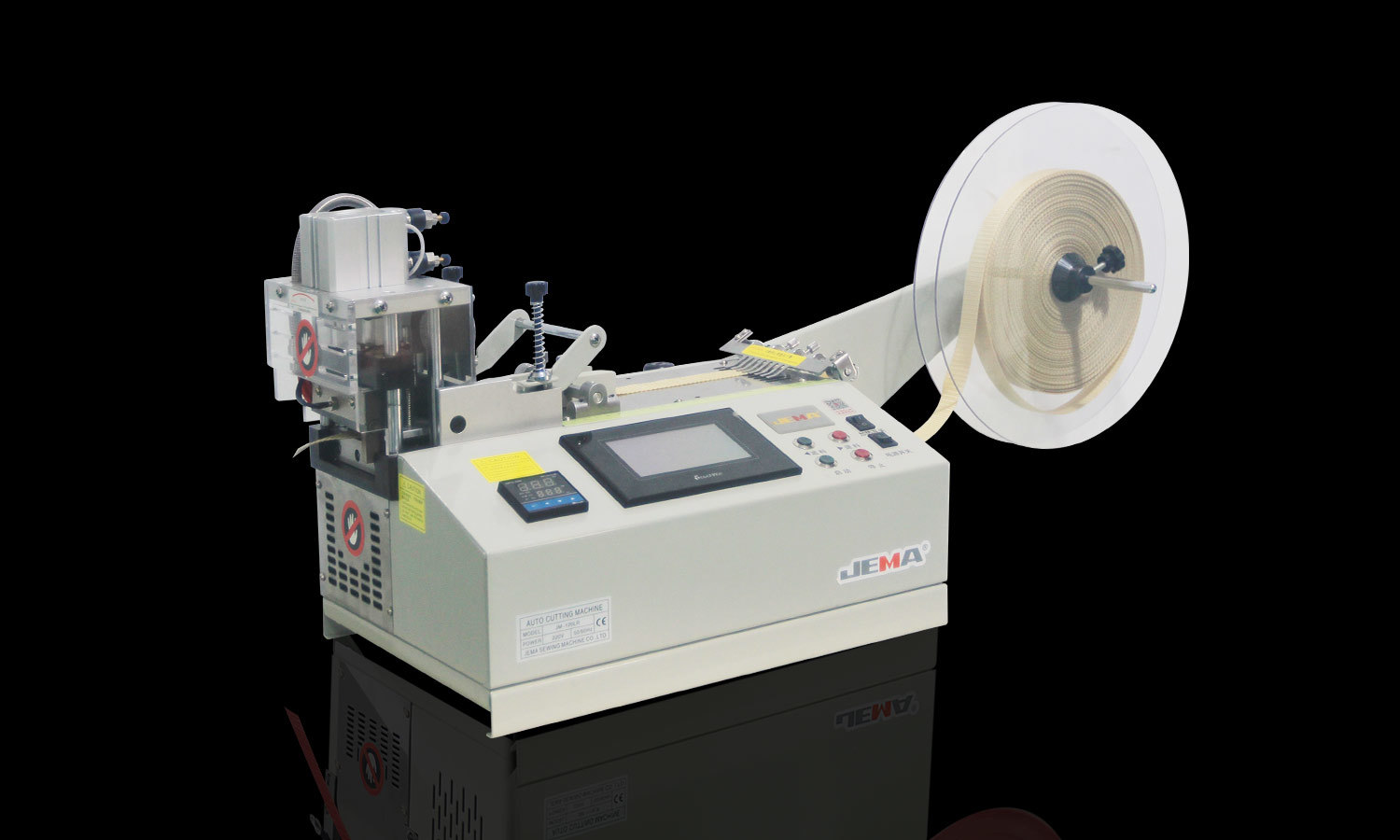
Компьютеризированная машина для резки ленты (холодного и горячего инфракрасного излучения) JM-120HLR
Полностью автоматическая резка, простое управление, широкий спектр применения и высокое качество резки. Функции высокоскоростной: Он может...
Посмотреть эту серию продуктов
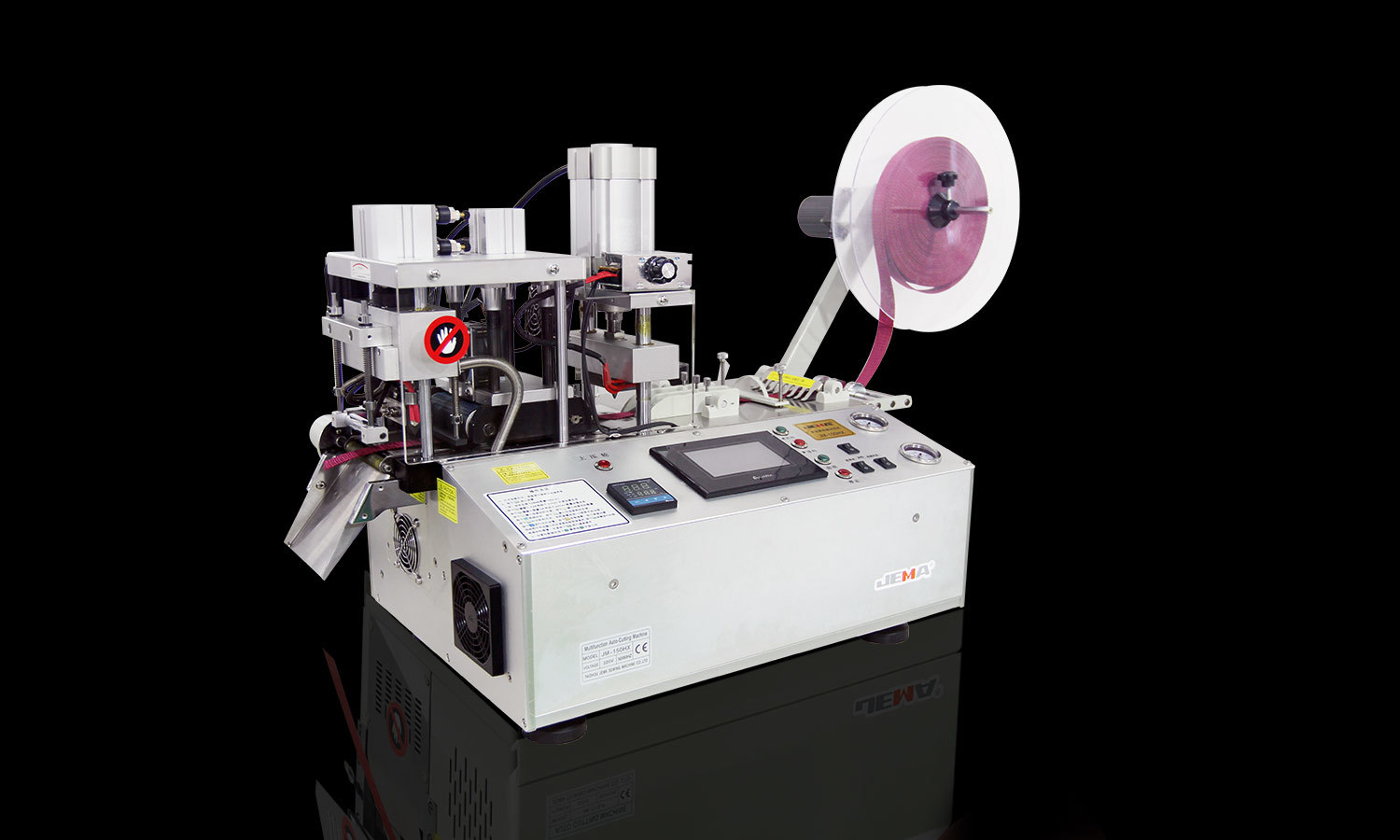
Многофункциональный компьютеризированный станок для резки ленты (угловой) JM-150HX
Полностью автоматическая резка, простота в эксплуатации, широкий спектр применения, высокое качество резки, гладкая поверхность резки, отсутствие болтающейся...
Посмотреть эту серию продуктов
В чем причина непрерывной резки в процессе лазерной резки?
PREV:Каковы виды использования ультразвуковой резки?NEXT:Каковы функции каждой части станка для лазерной резки?
Рекомендуемые товары
-
 JM-110LR")
Компьютеризированная машина для резки ленты (холодной и горячей) JM-110LR
Полностью автоматическая резка, простое управление, широкий спектр применения, высокое качество р...
-
 JM-110R")
Компьютеризированный станок для резки ленты (круглый угол) JM-110R
Полностью автоматическая резка, простое управление, широкий спектр применения и высокое качество ...
-
.png?imageView2/2/w/500/h/500/format/jp2/q/100 "Многофункциональный компьютеризированный станок для резки ленты (угловой) JM-150HX")
Многофункциональный компьютеризированный станок для резки ленты (угловой) JM-150HX
Полностью автоматическая резка, простота в эксплуатации, широкий спектр применения, высокое качес...
-

Станок для раскроя ткани JM-801A
специальная функция: Эта прочная машина полностью используется для изготовления плетеных ремне...
25 года специализируется на производстве различных машины для резки.
©2021 Компания Тайчжоу ДЖЕМА Швейные Машины Лтд. Изготовители машин для резки эластичной ленты на заказ
